
3 月 . 03, 2025 12:18
Back to list
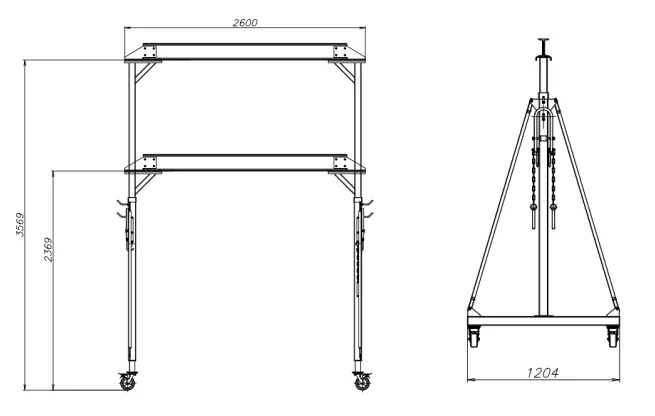
movable gantry crane hoist
Movable gantry cranes have significantly transformed material handling in various industries. These robust machines are indispensable for manufacturing units, warehouses, and construction sites, where lifting and transporting heavy materials efficiently is crucial. Their versatility and mobility make them a preferred choice for industries that demand flexibility and ease of operation.
Authoritativeness stems from the extensive track record of efficiency and durability that movable gantry cranes have established. Companies globally rely on these cranes for their rigorous demands, backed by certifications from various industry bodies that attest to their quality and performance standards. The robust construction material and stringent testing processes undertaken during manufacturing ensure that these cranes can withstand even the harshest environments, offering longevity and consistent performance. Trustworthiness is inherent in every aspect of movable gantry cranes, from their construction to their operation. Leading manufacturers offer comprehensive warranties and support services, reflecting their confidence in the product's durability. Detailed maintenance manuals and readily available customer service ensure that operators can rely on swift problem resolution, minimizing costly downtime. The emphasis on safety mechanisms, such as emergency shut-off options and secure locking systems, further cements user trust and operator peace of mind. The seamless integration of movable gantry cranes into various operational settings also speaks volumes about their indispensable role. Whether utilized in aircraft maintenance, rail yards, or shipyards, these cranes effortlessly adjust to specific logistical challenges. Their modular components allow for rapid assembly and disassembly, facilitating ease of transport and storage without compromising structural integrity or safety. In summary, the movable gantry crane hoist stands out as a hallmark of efficiency and adaptability. By marrying state-of-the-art technological advancements with practical design features, these cranes address the multifaceted needs of modern industries. Their continued evolution and adherence to stringent quality standards underscore their position as vital tools in the realm of heavy lifting and material handling solutions.
Authoritativeness stems from the extensive track record of efficiency and durability that movable gantry cranes have established. Companies globally rely on these cranes for their rigorous demands, backed by certifications from various industry bodies that attest to their quality and performance standards. The robust construction material and stringent testing processes undertaken during manufacturing ensure that these cranes can withstand even the harshest environments, offering longevity and consistent performance. Trustworthiness is inherent in every aspect of movable gantry cranes, from their construction to their operation. Leading manufacturers offer comprehensive warranties and support services, reflecting their confidence in the product's durability. Detailed maintenance manuals and readily available customer service ensure that operators can rely on swift problem resolution, minimizing costly downtime. The emphasis on safety mechanisms, such as emergency shut-off options and secure locking systems, further cements user trust and operator peace of mind. The seamless integration of movable gantry cranes into various operational settings also speaks volumes about their indispensable role. Whether utilized in aircraft maintenance, rail yards, or shipyards, these cranes effortlessly adjust to specific logistical challenges. Their modular components allow for rapid assembly and disassembly, facilitating ease of transport and storage without compromising structural integrity or safety. In summary, the movable gantry crane hoist stands out as a hallmark of efficiency and adaptability. By marrying state-of-the-art technological advancements with practical design features, these cranes address the multifaceted needs of modern industries. Their continued evolution and adherence to stringent quality standards underscore their position as vital tools in the realm of heavy lifting and material handling solutions.
Latest news
-
Permanent Magnetic LiftersNewsNov.01,2024
-
Operations with an Adjustable CraneNewsNov.01,2024
-
Machine Moving SkatesNewsNov.01,2024
-
Industrial Lifting MagnetsNewsNov.01,2024
-
Effective Machinery MovingNewsNov.01,2024
-
Adjustable Gantry CraneNewsNov.01,2024
-
Unlock the Power of Lifting with Permanent Magnetic LiftersNewsOct.11,2024